
What is Overmolding?
Overmolding is a two-shot plastic injection molding process that creates a single part by combining two separate but complimentary thermoplastic materials.

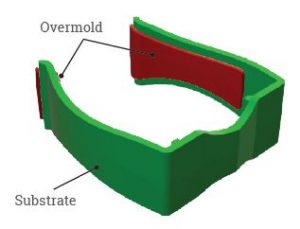
The first shot, called the substrate, is usually composed of a more rigid plastic and is designed to accept the second shot, called the overmold. The overmold is typically composed of a softer, more flexible plastic-like rubber.
By mechanically and/or chemically bonding two plastic materials, the overmolding process can be used to help product designers achieve additional functionality or aesthetics that would otherwise not be practical.
Download: Overmolding Best Practices
Why use the Overmolding process in plastic injection molding?
Tactical functionality
One of the more common reasons to use the overmolding process in injection molding is to create a soft grip.
Pulling from the example used above, the green part is used functionally as a twistable nozzle that will help direct the flow of a liquid. However, in this case, the plastic chosen to facilitate the flow and to keep its chemical resistance for lasting part integrity happens to be very rigid and hard to the touch; not ideal for tightening and loosening with human hands.
The solution is to design for an overmolded rubber-like grip to aid the user in the twisting of this product.

But, tactile functionality is not limited to human grip. It can also be cleverly used to add rubber-like grips to clips designed to grab inanimate objects.
Here is another tactile example where a softer, rubber-like grip has been overmolded onto a rigid plastic part. In this case, though, the rubber-like grips are overmolded in two separate areas, which is a feasible use of the overmolding process. That is, it can be utilized in more than one area of the same part to achieve even more functionality.
Cosmetic Details
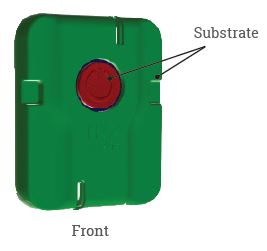
Another fairly common use of overmolding is for purely cosmetic reasons. For example, to create color contrasts for a more pleasing look and feel. The part example on the right uses a red plastic overmold onto a black substrate, creating a nice-looking part design, which can help with product branding or to differentiate functionality.

Also, overmolding can be used to hide features within the substrate. In this example, there happens to be a visible parting line in the substrate of this housing panel. To hide it, the designer chose to overmold the perimeter of this part. And, by using a rubber-like material, it also functions as a mechanical grip to the base of this part when the panel is closed (acting as a bumper/ shock absorption to prevent damage from drops, constant opening and closing, etc.). Finally, by using a contrasting color, this single design serves three different functions.
Use overmolding to connect substrates
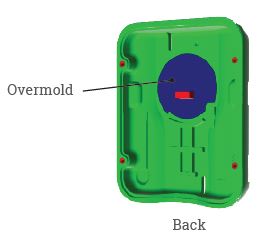
A third reason to use overmolding when desinging for plastic injection molding is to connect two or more substrates. In this example, a plastic button (red) is connected to a plastic housing (green) via a rubber overmold (blue).
This design allows the button to move freely within the housing substrate while providing good pressure for the button. In this case, the overmold was accessed through the rear of this part and encapsulates the button in a way that allows the actuator pin to interact with the circuit board that will be assembled within. This also doubles as a seal around the button.
The softer, rubber-like material also allows for more flexible actuation that cannot be found on a standard button assembly.
As you can see, the process provides design engineers with solutions to enhance a products functionality and look and feel. But, before you start your overmolding project, we’d like to comment on the best way to prepare your files.
File Preparation for Overmolding
Before you begin designing your part for the overmolding process, it is important to note how to properly prepare your files to pass off to your injection molder.
With 20 years of experience overmolding thousands of parts, we have identified the best, most expedient way to prepare your files that results in the most accurate and fastest turnaround.
Design plastic parts for overmolding
Knowing a particular part design is intended for overmolding, it is always best to design them as two solid bodies so that they can be evaluated separately.
At Xcentric Mold & Engineering, we will evaluate each piece separately to establish a good process as this is critical to the success of an overmolding project.
Upon receiving the files, we will evaluate and consider the materials chosen to engage the DFM process. Once we establish a good process, we then evaluate both pieces together to establish a good flow using our Mold Flow Analysis.
Follow a process to help ensure the success of overmolded parts
When designing for plastic injection molding, establishing a good process and a good flow will help ensure your overmolded part can be successfully manufactured. Therefore, it is recommended that you upload three separate files.
- File 1 – Substrate only
- File 2 – Overmold only
- File 3 – Substrate and Overmold together
This will provide us everything we need to evaluate your part. Be sure to keep this in mind before you start the project. Now that you understand how to properly set up and submit your files, we will dive into some of the design considerations you will need to get your overmolding project right the first time.
Overmolding Design Considerations
There are specifics to consider from a design perspective to help your injection molder successfully manufacture your project. Understanding these and executing them can save days of redesign work or retooling. Remember, the integrity of your design is the first critical aspect of a successful project.
In the following, we will look at:
- The feature specifications you will need to concentrate on for successful overmolding including Wall Thickness, Radii, Shutoffs and Gate Location
- How to evaluate the materials
- The surface finishes you can expect and how it will affect your project
Wall Thickness
Wall thickness is a very important part of the process because it will determine how well your overmold material will flow around or through your substrate. During the overmolding process, we will run first shots to produce your substrates. We will then place the substrate back into the mold and prepare for the second shot; the overmold.
The overmold material will be flowing over a very cool substrate. And because the injection molding process requires a consistent temperature and pressure within the mold, this can cause difficulty that can lead to warp or flash or short shots (incomplete fill of overmold).
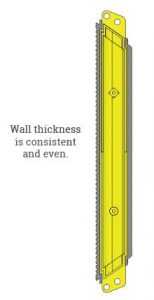
The best way to minimize problems with a hot material flowing over a cold material is to make sure your wall thickness on both the substrate and the overmold is consistent and nominal. Thin to thick sections, as well as thick to thin sections will impede the flow and can cause defective parts.
Radii
Another important factor to successful overmolding is giving your design ample corner radius. As with Wall thickens, a sharp corner radius will impede the flow of hot material, not only through the mold, but over the cold substrate within the mold. This will cause similar issues to having inconsistent wall thickness. Imagine water flowing through a pipe. When water hits a sharp 90-degree angle within the pipe, friction is created slowing that water down.
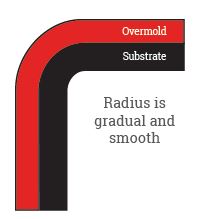
If, however, the turn within the pipe is more gradual and radial, the flow of water is much less impeded. The same is true for any given material (though slightly more viscous). Radii will give the material a smooth, fast flow giving it enough time to reach its destination before it naturally cools.
Shutoffs
Another important part of the overmolding process are shutoffs. A shutoff is anywhere, against the mold or the substrate, the flow of plastic ends. You want to design your substrate and overmold with hard shutoffs; even and clean edges. The key point is to keep the nominal wall thickness all the way to the end of the part. Knife or feathered areas can be difficult to fill which can cause air trapping or gassing. To compensate, the molder will have to apply more pressure to the flow of material to get it to fill completely. Applying too much pressure, however, has the potential to go above the parameters of the material which can result in flash.
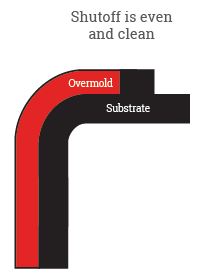
The pressure inside the mold should be consistent. High pressure caused by poor shut-offs can cause distortion in the substrate within the mold.
Gate Location
When designing for the overmolding process, an often overlooked step is considering the gate location for your overmold. If your overmold is designed outside of the edge of the part, off the parting line of the mold, you will need to find a different method to gate that material. Typical gate locations are on the parting line. You must account for where the mold maker is going to gain access to an inaccessible overmold area. In some cases, you can design holes within your substrate for just this purpose. These are called sub-gates.
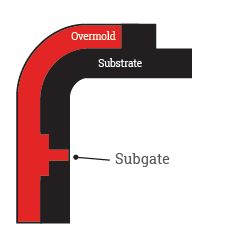
In cases where the overmold needs to fill behind the substrate, the molder can sub-gate from the core. If you need to connect two separate areas from the core, you can design a “landing pad” (a gate drop area) with channels as a way to connect them. A typical gate location is in the center of the core side of the tool.
Material Evaluation
Choosing a material for both your substrate and overmold is the final critical piece toward a successful overmold project. First, it is highly recommended you spend some time reviewing the material data sheets to identify materials that pair well together. For your substrate, as a general rule, choosing a material with good chemical bonding properties such as ABS, PC/ABS and PC are good places to start. Otherwise, you want to choose a material that has low to no lubricity.
For your overmold (which will typically be a type of rubber material like TPE, TPU, TPV), again, refer to the material data sheets. The data sheets will tell you how it will chemically bond to your substrate material. Look at the data sheets to see what it bonds well with. If, however, the materials you choose do not bond well chemically, you can design your substrate with a system of holes or slots that allow the overmold material to flow through and bond mechanically to your substrate. Though its also good practice to design for a mechanical bond in any case.
Surface Finish
To ensure the overmold “sticks” to the substrate and not the mold itself during the second shot of this process, the surface finish options for your overmolded part are limited. It’s best (and recommended) to choose a rougher texture like a B3 or Blast finish.

A highly polished, smooth overmold finish will inherently want to stick to the mold. Using a Blast finish will break up the surface of the mold and prevent sticking.
Overmolding for plastic injection molding: Conclusion
Overmolding is a great process to connect two separate parts to eliminate assembly, to provide color contrasts, to provide an ergonomic grip, to seal an area or to hide known blemishes (such as parting lines) in the substrate. Before beginning a project, understand that you will need three files to upload: the substrate, the overmold and the substrate with the overmold.
- Understanding how to design for an overmold project will help save time…
- Walls should be designed to be even, consistent and nominal through the entire part.
- Designing smooth, gradual radii will help the overmold material establish good flow through the mold and over the substrate.
- Design even and clean hard shutoffs by keeping the nominal wall thickness to the end of the part.
- Proper consideration to accessing the overmold area within the mold will save time.
- Always review the data sheets or call your material supplier for pairing materials and proper adhesion. Design for a mechanical bond as well.
- Stay away from polished finishes on your overmold part. Use a blast finish to ensure separation from the tool and overmolded part.
If you would like more information about how to include overmolding when designing for plastic injection molding, please reach a Technical Engineer at sales@xcentricmold.com, or call (586) 598-4636